2026-05-09
2026-05-09 Content
Not every project runs at mass-production scale. Startups building first-generation motor-driven products, engineering teams validating a new drivetrain design, and OEMs sourcing replacement shafts for legacy equipment all share the same need: a small number of precision motor shafts made to exact specification, without being forced into a minimum order quantity of thousands. Small-batch motor shaft production fills that gap — and demand for it has grown steadily as product development cycles get shorter and custom motor applications become more widespread.
The challenge is that motor shafts are not off-the-shelf parts in the way that standard fasteners or bearings are. Diameter, length, keyway geometry, surface finish, and material grade all need to match the specific motor housing and driven load. Ordering in small quantities adds another layer of complexity: per-unit costs are higher, not all machine shops are set up for low-volume precision work, and lead times can vary significantly depending on how a supplier structures their production floor. Understanding how to navigate these factors is the starting point for a successful small-batch order.
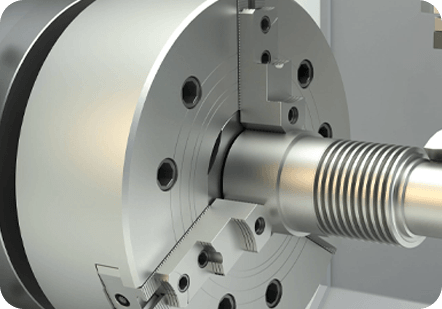
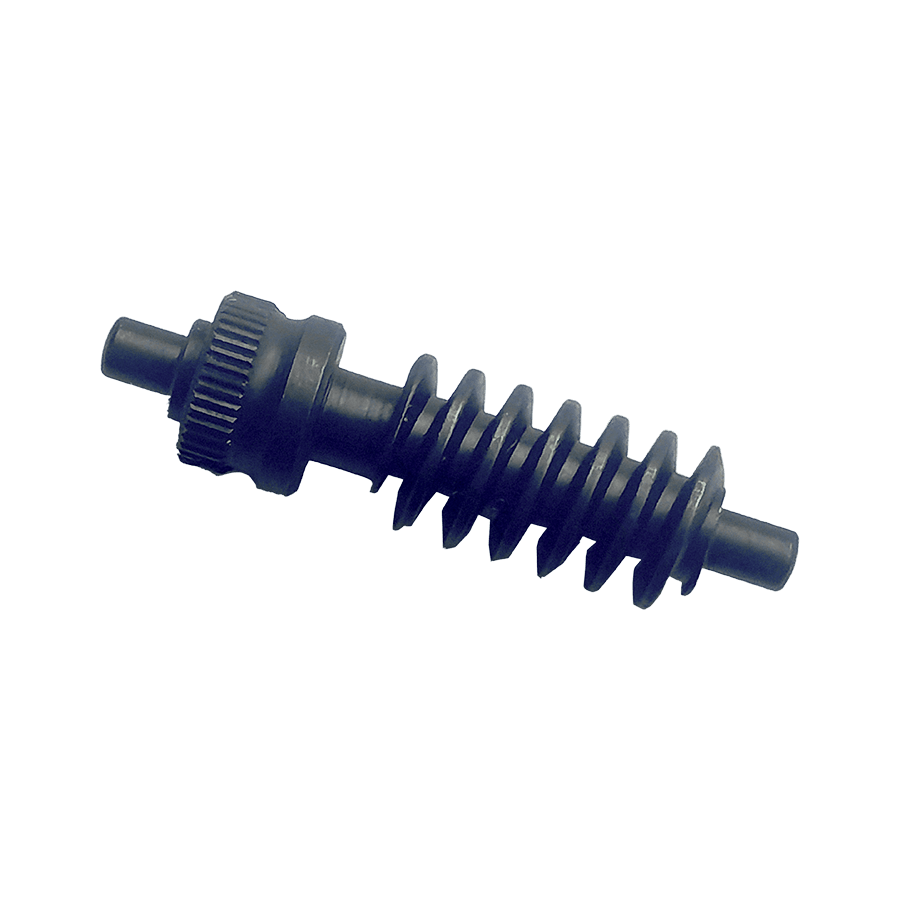
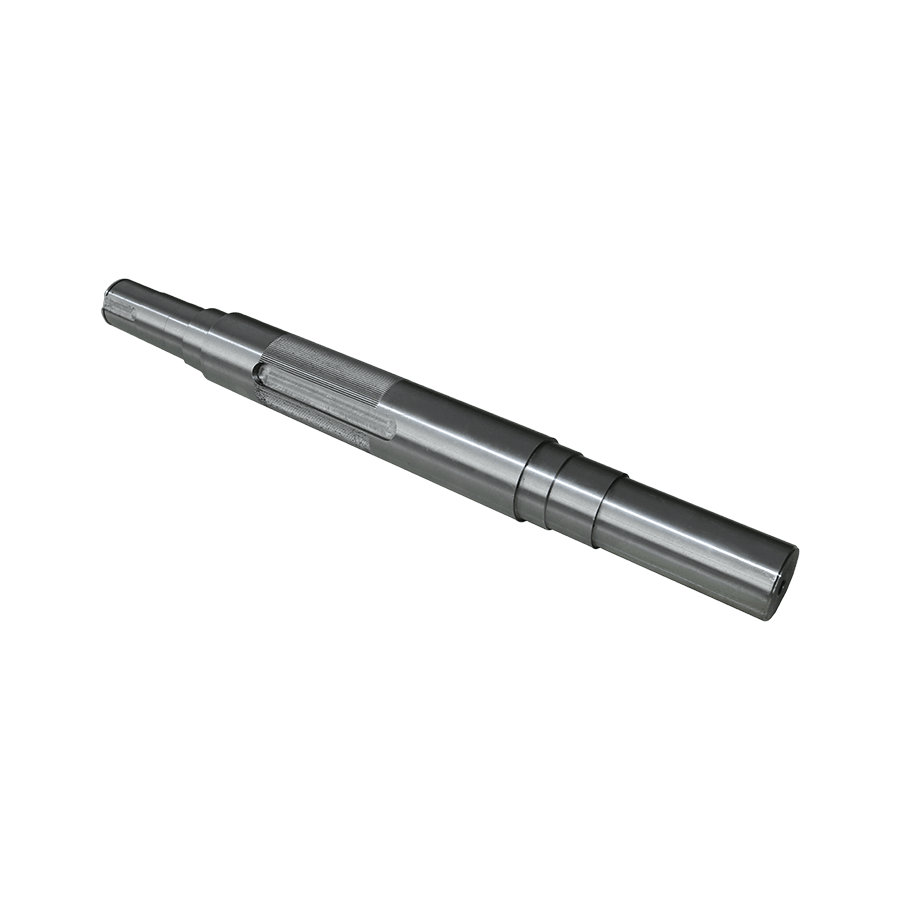
Before placing any order, it helps to have a clear picture of what makes a motor shaft a precision component rather than a simple turned part. The functional requirements are demanding: the shaft must transmit torque without deforming, maintain tight dimensional tolerances at bearing contact zones, and resist fatigue under cyclic loading. Every material and geometry decision flows from those requirements.
Material selection for small-batch motor shaft machining typically comes down to three main options, each with practical trade-offs:
| Material | Typical Grade | Best For | Notes |
| Carbon Steel | 1045, 1060 | General-purpose motors, cost-sensitive projects | Good machinability; heat-treatable for added hardness |
| Alloy Steel | 4140, 4340 | High-torque or high-speed applications | Superior fatigue resistance; standard for industrial motor shafts |
| Stainless Steel | 303, 316 | Food, medical, or corrosive environments | Higher material and machining cost; lower strength than alloy steel |
When submitting a drawing or RFQ for a custom motor shaft, the following features need to be clearly defined to avoid back-and-forth with the machine shop:
Tolerance is where small-batch motor shaft orders most often run into problems. Over-specifying tolerances adds machining time and cost on every part; under-specifying them leads to fit issues in assembly. The practical approach is to apply tight tolerances only where functional performance genuinely requires them and use standard commercial tolerances everywhere else.
Bearing seats are the most tolerance-critical zone on a typical motor shaft. A k5 or m5 interference fit on the shaft OD is common for press-fit bearings, while a j5 or h6 fit suits bearings that need occasional removal. At the drive end — where a coupling, pulley, or gear interfaces with the shaft — an h6 or h7 tolerance on the shaft diameter is usually sufficient. Keyway width tolerances follow ISO or DIN standards depending on your target market, and your supplier should be able to work to either.
For surface finish, bearing contact zones typically require Ra 0.4–0.8 µm. Seal contact areas may need Ra 0.2–0.4 µm to prevent premature wear. The rest of the shaft can be left at a standard turned finish (Ra 1.6–3.2 µm), which keeps machining time and cost in check without affecting function.

Not every CNC machine shop is a good fit for low-volume precision motor shaft work. Some shops are optimized for high-volume production runs and will either turn down small orders or price them uncompetitively. Others specialize in prototype and short-run precision components and are genuinely set up to handle orders of 5, 20, or 50 pieces efficiently. Knowing what to look for saves time in the sourcing process.
A well-structured request for quotation shortens the back-and-forth and gets you a more accurate price faster. At minimum, include:
Understanding what drives cost in small-batch motor shaft manufacturing helps you make smarter design and sourcing decisions rather than just accepting the first quote you receive. Per-unit cost in low-volume production is always higher than in mass production, but the gap varies considerably depending on how the part is designed and specified.
Setup time is the single largest cost factor in small-quantity runs. A CNC lathe needs to be programmed, tooled, and verified before the first part is cut — and that fixed cost is spread across fewer units in a small batch. Designs that minimize the number of operations, tool changes, and part re-fixturing will produce lower quotes. Where possible, avoid features that require secondary operations: off-center holes, complex cross-drillings, or non-standard keyway profiles all add time.
Grinding is another significant cost driver. If your application requires tight tolerances and fine surface finishes at bearing journals, cylindrical grinding after turning is usually necessary — adding both time and equipment cost. If your design allows slightly looser tolerances at non-critical zones, specify them that way explicitly on the drawing rather than leaving the machinist to default to their tightest standard.
For small-batch motor shaft orders — especially first articles from a new supplier — incoming inspection is worth doing before the parts go into assembly. Catching a dimensional non-conformance at the goods-in stage is far less costly than discovering it mid-assembly or after a motor has been built up and tested.
The practical checks to run on a received motor shaft batch include:
For repeat orders from a qualified supplier, a reduced sampling plan is reasonable — but a full first article inspection on any new supplier or after any design change is always worth the time investment.
 +86-13861233850
+86-13861233850