2026-05-11
2026-05-11 The water pump motor shaft is one of those components that nobody thinks about until something goes wrong—and when it does go wrong, the consequences are immediate: leaking seals, seized bearings, a pump that won't circulate, or in industrial systems, unplanned downtime that costs far more than the shaft itself. Understanding what the shaft actually does, what it is made from, how it fails, and how to select the right specification for a given application is practical knowledge that saves money and avoids repeat failures. This article covers the full picture, from the mechanics of the shaft's role in the pump system through material selection, failure modes, and the key specifications that matter during maintenance or replacement.
Content
The pump shaft is the mechanical backbone of the entire pump assembly. It serves as the direct link between the driving motor and the impeller—the rotating component that imparts velocity and pressure to the fluid being pumped. When the motor spins, it turns the shaft; the shaft turns the impeller; the impeller moves the water. Without a structurally sound, correctly aligned, and properly supported shaft, none of this power transfer happens reliably.
The shaft carries several simultaneous mechanical loads during operation. Torsional stress is the primary load—the twisting force transmitted from the motor coupling to the impeller. Radial loads are generated by hydraulic forces acting on the impeller (the fluid pressure pushing sideways on the impeller blades), by the weight of cantilevered impellers and couplings, and by belt or chain drive tensions in pump designs where the motor is not directly coupled. Axial thrust loads arise from the pressure differential between the inlet and discharge sides of the impeller, tending to push the shaft in the direction of flow. In multi-stage pumps, axial thrust can be substantial and is managed by thrust bearings or balance holes in the impeller design. The shaft must carry all these loads simultaneously, through every startup, speed change, and load fluctuation that the pump experiences, for years of continuous service.
The shaft also carries and locates the mechanical seal or gland packing that prevents pumped fluid from escaping along the shaft to the atmosphere. The condition of the shaft surface in the seal running area directly determines how well the seal performs. Corrosion pitting, surface roughness above the specified finish, or geometric runout at the seal contact zone all accelerate seal wear and lead to the most common pump failure mode: shaft seal leakage.
The shaft material must simultaneously provide sufficient mechanical strength to transmit torque without deflection or fatigue failure, adequate corrosion resistance for the fluid being pumped, and the surface hardness needed for the seal running area and bearing fit surfaces. These requirements often pull in different directions, and selecting the right grade requires balancing all three against cost and availability.
Carbon steel 1045 is an economical and widely available shaft material used in clean water and general industrial pump applications where corrosion is not a primary concern and cost matters. It machines well, achieves good surface finishes, and offers adequate strength for most light-to-medium duty pump shafts. In clean water service with proper protective coatings or where the shaft runs in an oil-lubricated bearing housing that prevents direct fluid contact, carbon steel performs reliably. It is not suitable for applications where the shaft contacts corrosive fluids, seawater, acidic or alkaline solutions, or wastewater.
Grade 316 stainless steel is the most widely specified shaft material in industrial centrifugal pumps, water treatment systems, and process pumps. It contains 2–3% molybdenum in addition to chromium and nickel, which provides significantly better resistance to chloride-induced pitting and crevice corrosion than 304 grade—making it suitable for marine environments, coastal water supply systems, seawater cooling, and industrial process water. Grade 304 suffices in clean freshwater and food processing applications with mild cleaning agents, but degrades rapidly in chlorinated or saline water. The mechanical strength of 316 is adequate for moderate-duty pump shafts, though its yield strength (around 170 MPa) is substantially lower than that of carbon steel or precipitation-hardened grades, which limits its application in high-power or small-diameter shaft designs.
17-4 PH (precipitation hardening stainless steel) combines the corrosion resistance of austenitic stainless steel with mechanical strength approaching that of alloy carbon steel. Through age hardening heat treatment, 17-4 PH achieves yield strengths of 1,000 MPa or higher, compared to approximately 170 MPa for 316 in the annealed condition. This superior strength-to-weight ratio makes it the preferred shaft material for high-speed, high-power centrifugal pump applications and for sanitary process pumps where the shaft must be compact yet capable of transmitting significant torque. Published pump manufacturer data indicates that a 1-inch diameter 17-4 PH shaft at 3,550 RPM can transmit approximately 191 HP, compared to only 68 HP for a 316 shaft of the same diameter and speed—demonstrating the practical performance difference in demanding applications.
Grades 410 and 416 stainless steel are heat-treatable martensitic grades that offer higher strength and hardness than 304 or 316 when properly heat treated. Grade 416 is a free-machining version of 410, and is widely used for pump shaft quality (PSQ) bar stock in irrigation, agricultural, and light industrial pump applications. These grades have lower corrosion resistance than 316—they are not suitable for chloride environments or aggressive chemicals—but they machine readily to tight tolerances and achieve good surface finishes, making them economical choices for clean water service where strength is more important than corrosion resistance.
Duplex 2205 and super duplex 2507 stainless steels combine high mechanical strength with excellent resistance to chloride stress corrosion cracking—the failure mode that affects 300-series austenitic grades in seawater and high-chloride industrial fluids. Duplex 2205 offers yield strength approximately twice that of 316, while 2507 is stronger still. These grades are specified in offshore, desalination, and chemical process pump shafts operating in environments where 316 would fail by stress corrosion or where small shaft diameters must carry high torques.
| Material | Approx. Yield Strength | Corrosion Resistance | Best Application |
| Carbon Steel 1045 | ~530 MPa | Low | Clean water, protected shafts |
| Stainless 304 | ~170 MPa (annealed) | Good (no chlorides) | Food grade, mild water service |
| Stainless 316 | ~170 MPa (annealed) | Very good (chloride resistant) | Marine, water treatment, general industrial |
| 416 Stainless (PSQ) | ~550 MPa (heat treated) | Moderate | Irrigation, agricultural pumps |
| 17-4 PH Stainless | ~1,000+ MPa | Very good | High-speed, high-power, sanitary process |
| Duplex 2205 | ~450 MPa | Excellent (SCC resistant) | Offshore, desalination, chemical process |
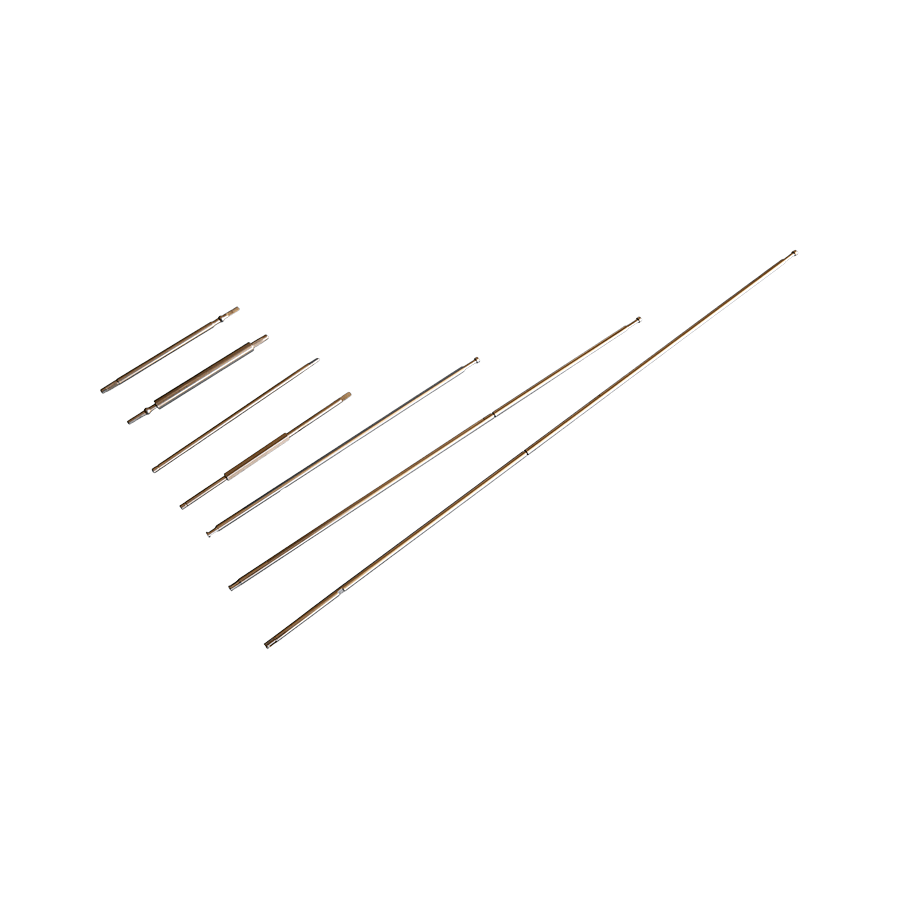
Pump Shaft Quality (PSQ) is a material processing standard that specifies the dimensional precision, straightness, and surface finish requirements for bar stock intended for pump shaft manufacture. A PSQ bar has been turned to size, then precision ground and polished to achieve tight diameter tolerances (typically within ±0.001 inch or better), straightness within specified limits per foot of length, and a surface finish suitable for direct use in seal running areas and bearing interfaces.
The grinding step is what distinguishes PSQ material from ordinary turned bar. Grinding removes surface irregularities left by turning, achieving roundness and cylindricity tolerances that turning alone cannot reliably produce. It also introduces compressive residual stresses at the surface, which improve fatigue resistance—an important benefit given that rotating bending fatigue is the most common cause of pump shaft fracture in service. A shaft that is not straight will cause vibration, accelerated bearing wear, uneven seal loading, and eventual fatigue failure—all avoidable consequences of using non-PSQ bar material to save on material cost.
Common PSQ grades include 416 stainless (the highest-volume grade), 316 stainless, 17-4 PH, and Nitronic 50 (XM-19), which is a nitrogen-strengthened austenitic grade offering both high strength and excellent corrosion resistance in demanding marine and chemical applications.

The mechanical seal sits at the junction between the wet (fluid-wetted) end of the pump and the bearing housing or motor. It consists of a rotating seal face attached to the shaft and a stationary seal face mounted in the pump casing. The two faces run in contact under spring pressure, creating the primary sealing barrier. The shaft surface under the mechanical seal—the seal running area—must meet specific surface finish requirements, typically Ra 0.4 to 0.8 microns, and must be free of corrosion pitting, scores, or out-of-round condition. Pitting deeper than the seal face width allows pressurized fluid to bypass the seal; out-of-roundness causes the seal to lift off periodically during each revolution, destroying the sealing face. Thermal shock—such as adding cold coolant to an overheated engine pump—can crack the seal face diametrically, requiring immediate seal replacement.
In older pump designs and many industrial pumps handling abrasive fluids, gland packing replaces the mechanical seal. Packing consists of rings of braided or twisted sealing material compressed around the shaft by a gland follower. Unlike a mechanical seal, packing requires a controlled weep rate (a small, deliberate amount of leakage past the seal) to lubricate the shaft-packing interface. If packing is overtightened to stop all leakage, the packing rides dry on the shaft, generating heat and rapidly eroding the shaft surface. Shaft sleeves—replaceable hardened sleeves fitted over the shaft in the packing zone—are used to protect the main shaft from packing wear. When the sleeve surface becomes worn or grooved, the sleeve is replaced rather than the entire shaft.
Bearings support the pump shaft radially and axially, maintaining its alignment within the casing across the full range of hydraulic and mechanical loads. Ball bearings handle radial loads with low friction at high speeds and are standard in most small and medium centrifugal pumps. Roller bearings carry heavier radial loads in large industrial pumps. Thrust bearings manage the axial load that hydraulic pressure exerts on the shaft. Bearing failure in pump applications most commonly occurs from contaminated or degraded lubricant, misalignment, imbalance of the impeller assembly, or operation in the recirculation zone far from the best efficiency point, which generates high radial hydraulic loads. A bearing that fails produces shaft wobble, which in turn destroys the mechanical seal and accelerates further bearing damage in a rapid cascade.
Understanding how and why pump shafts fail is the starting point for both preventing failures and diagnosing the root cause when they occur. Simply replacing a failed shaft without identifying and correcting the underlying cause almost always results in the replacement shaft failing in the same way, often faster than the original.
When specifying or selecting a replacement pump motor shaft, confirming the correct specifications before ordering avoids costly errors and ensures the replacement performs as well as or better than the original.
Shaft diameter at each feature—bearing fits, seal running area, coupling end, impeller fit—must match the original specification to within the required tolerance class. Bearing inner ring fits are typically ground to an interference class (k5 or m5 for rotating inner rings) to prevent fretting on the shaft under cyclic loading. Seal running area diameter and finish must match the seal manufacturer's specification for the fitted seal. Over-diameter shaft sections will not accept the bearing or seal; under-diameter sections will allow the bearing to spin on the shaft (fretting) and allow the seal to leak. Always measure critical diameters on the failed shaft and verify against the OEM specification or pump manufacturer's drawing.
Replacement shafts should be sourced as PSQ (Pump Shaft Quality) bar stock or as precision-machined finished parts. The shaft straightness across its full length should not exceed the manufacturer's specification, typically 0.001 to 0.002 inches per foot of shaft length. Surface finish in the seal running area should be Ra 0.4 to 0.8 microns (16 to 32 microinches) or as specified by the seal manufacturer. Coarser finishes accelerate seal face wear; excessively fine finishes may reduce lubricant film retention in the seal interface, depending on seal design. Surface finish at bearing inner ring seats should be Ra 0.4 to 0.8 microns as well.
The replacement shaft must use the same material grade as the original, or a compatible upgrade. Downgrading material grade—for example, replacing a 17-4 PH shaft with a 316 shaft to reduce cost—reduces the shaft's torque-transmitting capacity and fatigue limit at that diameter, potentially resulting in a shaft that cannot meet the application's operating requirements. If the shaft has been failing repeatedly in the same location, upgrading to a higher-strength grade (from 316 to 17-4 PH, or from 416 to duplex 2205 in corrosive service) is a legitimate engineering response, provided the coupling and bearing components are capable of transmitting the higher torque the stronger shaft enables.
The keyway dimensions—width, depth, and length—must match the impeller and coupling key specifications exactly. Keyway-to-key fit that is too loose allows fretting and impact loading at the keyway corners, which are already stress concentration points and primary sites for fatigue crack initiation. Keyway edges should have a small radius rather than a sharp corner; sharp corners amplify stress concentration and reduce fatigue life significantly. The coupling end of the shaft must also match the coupling bore, key, and retention system (setscrew, nut and washer, or interference fit) of the original design.
 +86-13861233850
+86-13861233850