2026-05-28
2026-05-28 Content
Tolerances measured in thousandths of an inch. That's the world of precision CNC machining parts — components produced by computer-controlled machine tools that remove material from a solid workpiece to achieve exact dimensions, surface finishes, and geometric features. Unlike general-purpose machined parts, precision CNC components are held to tight tolerances, often within ±0.001 inches (±0.025 mm) or tighter, depending on the application.
The core of the process is automation. A CAD model is translated into G-code instructions that direct axis movements, spindle speeds, feed rates, and depth of cut with no room for manual interpretation. Every pass of the cutting tool follows a defined path, which is why two parts produced a week apart on the same machine come out dimensionally identical. That repeatability is what makes CNC precision components indispensable in aerospace, medical devices, robotics, automotive, and electronics manufacturing.
What separates a "precision" part from a standard machined part isn't just tighter numbers on a drawing — it's the entire production environment: temperature-controlled machine rooms, rigidly balanced tooling, multi-point inspection protocols, and material certifications from the raw stock up. When a part plays a structural or functional role in a larger assembly, precision CNC machining is almost always the right choice.
Different cutting operations serve different geometries, and most complex precision parts require a combination of processes. Understanding which operation produces which feature helps engineers write better drawings and helps buyers ask smarter questions when sourcing parts.
Milling uses rotating multi-point cutting tools to remove material across flat or contoured surfaces, slots, pockets, and holes. 3-axis milling handles the majority of prismatic parts, while 4-axis and 5-axis milling machines can tilt the workpiece or the spindle to reach undercuts and complex curved geometries in a single setup — reducing fixturing errors that accumulate when a part has to be repositioned multiple times.
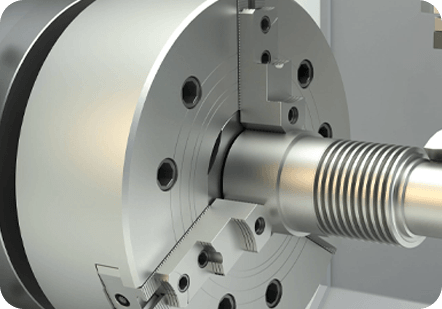
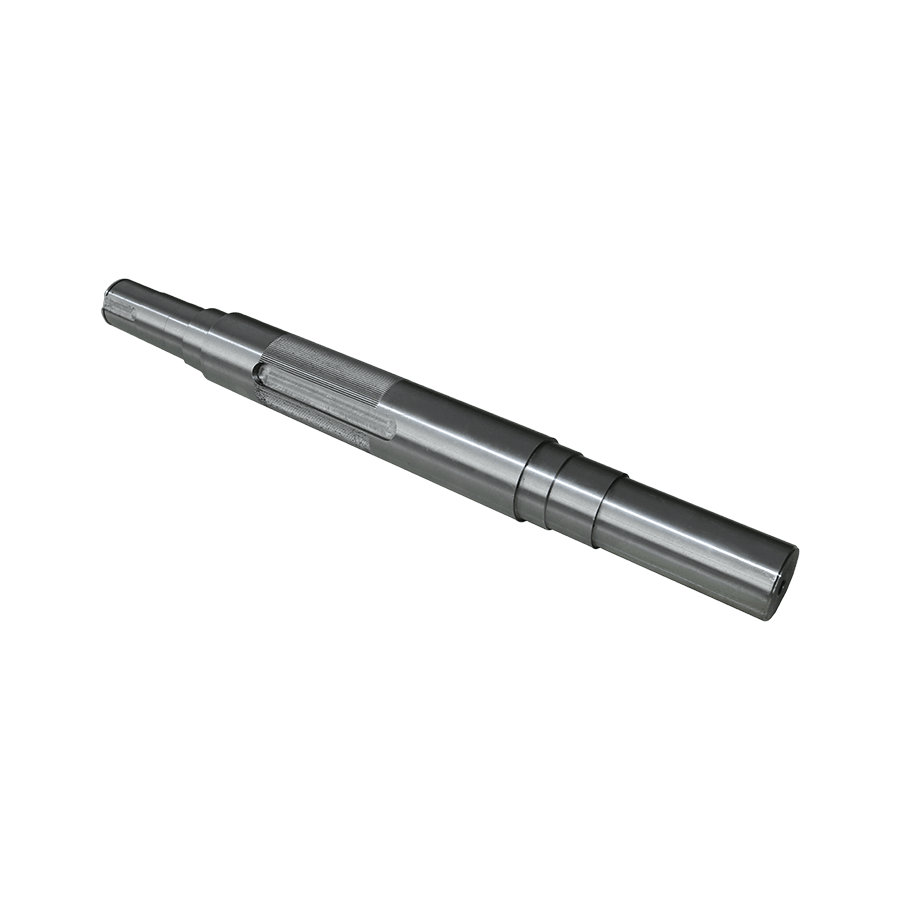
Turning rotates the workpiece against a stationary cutting tool, making it the go-to process for cylindrical parts: shafts, bushings, threaded fasteners, nozzles, and fittings. Modern CNC turning centers often include live tooling — milling and drilling attachments — so cross-holes, flats, and keyways can be added in the same operation without moving the part to a mill.
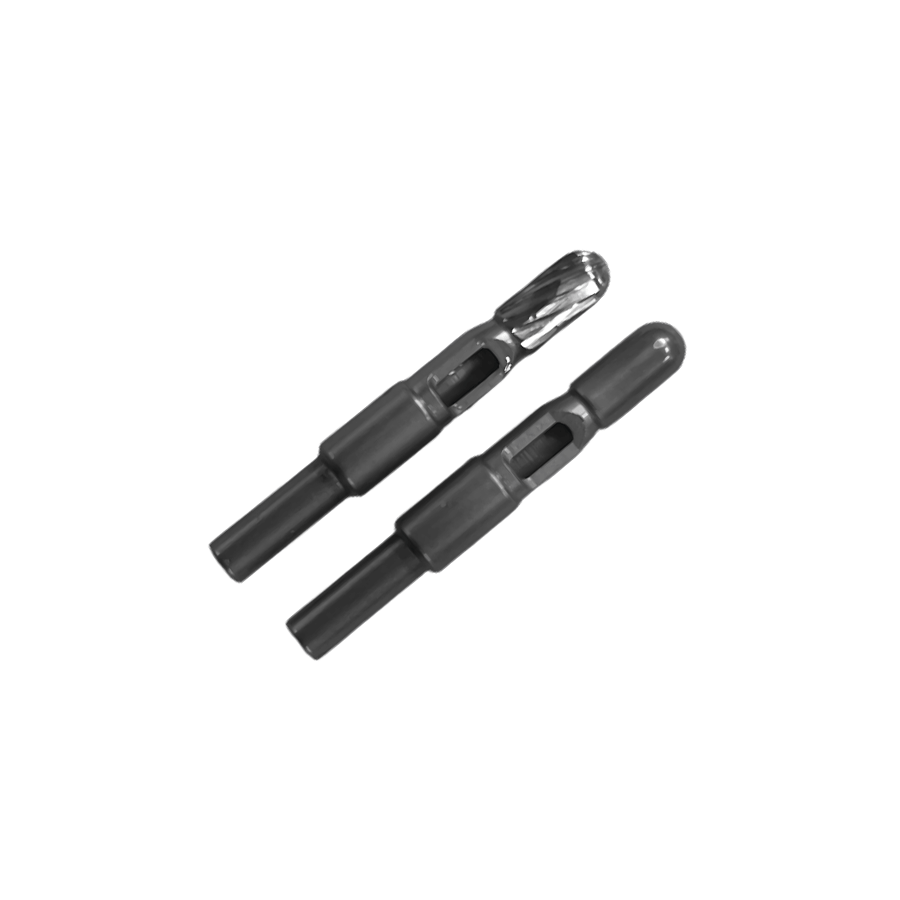
Swiss-type lathes guide long, slender bar stock through a guide bushing positioned very close to the cutting zone. Because the material is supported right at the cut, these machines achieve exceptional roundness and surface finish on small-diameter parts — think medical pins, dental implants, watch components, and miniature valve stems. Diameters under 32 mm are the typical sweet spot.
EDM erodes material using controlled electrical sparks rather than mechanical cutting. Wire EDM cuts complex 2D profiles through hardened steel with virtually no cutting forces, making it ideal for mold cavities, punch-and-die sets, and aerospace turbine features that would deflect under conventional tooling. It's slower than milling but reaches tolerances of ±0.0001 inches in hard materials.
When a part needs a flat surface with single-digit Ra surface roughness or sub-micron dimensional accuracy, surface grinding takes over from milling. A rotating abrasive wheel removes micro-amounts of material in passes measured in thousandths of a millimeter. Hardened tool steel components and precision gauge blocks are typical candidates.
Material selection affects machinability, final tolerance capability, surface finish quality, and part performance. The right material for a precision machined component depends on mechanical requirements, operating environment, weight targets, and post-processing needs.
| Material | Typical Applications | Strengths | Considerations |
|---|---|---|---|
| Aluminum 6061-T6 / 7075-T6 | Aerospace brackets, housings, optical mounts | Excellent machinability, lightweight, good thermal conductivity | Lower hardness than steel; surface treatment often required |
| Stainless Steel 303 / 316 | Medical instruments, food-processing parts, marine fittings | Corrosion resistance, biocompatibility | Work-hardens during cutting; requires sharper tooling |
| Titanium Grade 5 (Ti-6Al-4V) | Aerospace fasteners, orthopedic implants | High strength-to-weight ratio, excellent biocompatibility | Poor thermal conductivity causes tool wear; slow cutting speeds needed |
| Brass (C360) | Valve bodies, fittings, electrical connectors | Outstanding machinability, low friction, corrosion-resistant | Not suitable for high-temperature or high-strength structural roles |
| PEEK | Semiconductor handling equipment, medical devices | Chemical resistance, excellent mechanical properties at elevated temps | High material cost; requires careful chip evacuation |
| Carbon Steel 4140 | Shafts, gears, tooling fixtures | High strength, good machinability before hardening | Susceptible to corrosion; often requires coating |
Pro tip when ordering: always request a material certificate (also called a mill cert or certificate of conformance) with your parts. This document confirms that the raw stock meets the specified alloy composition and mechanical properties — a non-negotiable requirement for aerospace, medical, and defense supply chains.
Precision machined parts show up wherever failure is not an option or wherever assembly clearances are measured in microns. The following industries represent the highest-volume and most demanding users of CNC precision components.
Turbine blades, actuator bodies, landing gear components, and structural brackets all require tight geometric tolerances and full material traceability. Aerospace CNC parts are typically machined from aerospace-grade aluminum alloys, titanium, and high-temp nickel alloys. AS9100 quality management certification is the baseline requirement for suppliers in this sector.
Surgical instruments, orthopedic implants, and diagnostic equipment housings must meet ISO 13485 quality standards and, for implantable devices, full biocompatibility requirements. Medical CNC precision parts are often made from 316L stainless steel or titanium Grade 5, and they require clean-room handling, burr-free edges, and traceability back to raw material heat numbers.
Engine components, transmission parts, suspension links, and brake system components depend on precision CNC machining for dimensional consistency across high production volumes. In motorsport applications, weight reduction pushes materials toward aluminum and titanium, while tolerances on bearing bores and valve seats are held to ±0.005 mm or better.
Semiconductor wafer handling robots, PCB test fixtures, and heat sink assemblies require non-magnetic, dimensionally stable precision components. Aluminum and PEEK are widely used here. Flatness and parallelism tolerances on mating surfaces are often specified in the single-digit micron range to ensure proper thermal contact or electrical isolation.
Robotic joints, servo motor housings, linear motion carriages, and end-effector components are precision machined to maintain positional accuracy over millions of cycles. Any dimensional slop in a machined joint translates directly into positional error at the tool tip, which is why precision CNC components are foundational to the performance of modern industrial robots.

Choosing a supplier for precision CNC machining parts is a quality decision as much as a price decision. A low quote from a shop that doesn't have the equipment or quality systems to hold your tolerances will cost more in rejected parts, delays, and re-sourcing than a slightly higher quote from a capable partner. Here's what to look at:
The single biggest lever on the cost of precision CNC machined parts is the drawing itself. Engineers who understand machining constraints can design parts that are faster to produce, easier to inspect, and less likely to generate scrap — without giving up any functional performance.
One of the most common cost drivers in precision parts is over-tolerancing. If a ±0.050 mm tolerance is functionally sufficient, calling out ±0.005 mm doubles or triples the machining time and triggers additional inspection steps. Reserve tight tolerances for features that actually mate with other components, carry loads, or create sealing surfaces. Everything else should carry the loosest tolerance that still works.
Deep pockets with small floor radii require small-diameter end mills, which are fragile, slow, and expensive to run. A pocket that is 50 mm deep with a 1 mm corner radius might cost five times more to machine than the same pocket with a 3 mm corner radius. Whenever possible, design internal radii to match standard tool diameters and limit depth-to-width ratios to no more than 4:1.
Every time a part is unclamped and repositioned, there's a risk of accumulated positional error. If a part can be fully machined in one or two setups instead of four, it will be more accurate, faster to produce, and less expensive. Think about how the part will be fixtured when laying out features on multiple faces.
Non-standard thread forms and odd hole diameters require special tooling that machinists may not have in stock. Standardizing to common metric or unified thread sizes (M3, M4, M6 or #4-40, #6-32, 1/4-20) keeps tooling costs low and lead times short. The same logic applies to reamed holes — specifying a standard reamer diameter like 6H7 or 8H7 avoids custom tooling orders.
Raw machined aluminum oxidizes. Steel rusts. Even stainless steel can corrode in aggressive environments. Post-processing is where a machined blank becomes a production-ready part, adding corrosion resistance, wear resistance, hardness, or cosmetic finish.
A precision machined part is only as good as the measurement confirming it's within tolerance. Quality control in a serious CNC precision shop is not a final gate at the end of production — it's woven into every step.
In-process inspection uses probing systems on the machine tool itself to measure critical features mid-cycle and automatically compensate for tool wear. This catches drift before it produces a batch of out-of-tolerance parts. Off-machine inspection uses CMMs (coordinate measuring machines) to verify complex 3D geometry against the original CAD model, producing a formal inspection report with actual vs. nominal dimensions for every critical feature.
For regulated supply chains, a full quality package typically includes: dimensional inspection reports, material certificates, finish inspection (surface roughness measurements, visual inspection for burrs), and a certificate of conformance signed by a quality engineer. Some contracts also require statistical process control (SPC) data showing that the production process is stable over the full run — not just that a handful of sample parts were within tolerance.
 +86-13861233850
+86-13861233850