2026-06-01
2026-06-01 CNC machined metal parts are the backbone of precision manufacturing across virtually every industry — from aerospace turbine discs and medical implants to hydraulic valve bodies and consumer electronics enclosures. Computer numerical control (CNC) machining removes material from a solid metal workpiece using precisely controlled cutting tools, producing parts with dimensional accuracy, surface finish quality, and repeatability that no other manufacturing process consistently matches. Whether you are designing custom CNC metal components for the first time or optimizing an existing production program, understanding how material selection, design choices, tolerances, and surface finishing interact will determine whether the finished parts perform as intended and whether the cost of producing them is competitive. This guide covers all of those dimensions in practical, application-focused detail.
Content
CNC machining encompasses several distinct material removal processes — milling, turning, drilling, boring, tapping, and grinding — all controlled by numerical programs that translate 3D CAD geometry into precise tool paths executed by servo-driven machine axes. The defining characteristic that separates CNC machined metal parts from castings, forgings, or additive manufacturing parts is that material is subtracted from a solid billet, bar, or near-net-shape blank to produce the final geometry. The process starts with a raw material form larger than the finished part, and cutting tools remove everything that is not the part.
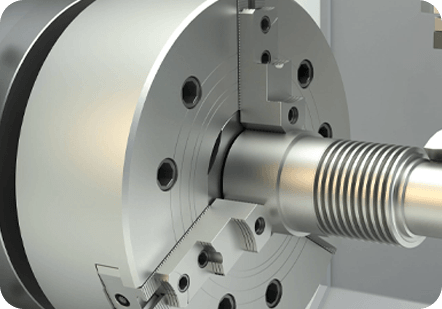
CNC milling machines use rotating multi-flute end mills, face mills, and drills to produce prismatic features — pockets, slots, holes, counterbores, profiles, and flat faces — on parts held in a vise or fixture. 3-axis mills provide X, Y, and Z linear motion; 4- and 5-axis machines add rotary axes that allow complex multi-face features to be cut in a single setup. CNC turning centers rotate the workpiece while stationary or live cutting tools shape the OD, bore the ID, face the ends, and cut threads — producing the cylindrical and conical features characteristic of shafts, bushings, threaded connectors, and valve spools. Many modern CNC machining centers combine milling and turning in a single machine — turn-mill centers or multitasking lathes — completing all features of complex rotational parts without intermediate setups.
Precision CNC machined metal parts routinely achieve linear dimensional tolerances of ±0.025 mm (±0.001 inch) in standard production and ±0.005 mm or tighter for precision ground or lapped features. Surface roughness values of Ra 0.8 µm (32 µin) are standard with finish milling; grinding and honing achieve Ra 0.2 µm or better for bearing and sealing surfaces. These performance levels, combined with the ability to produce almost any geometry a designer can conceive, explain why CNC machining dominates precision part production from prototype through production quantities.
The choice of metal for CNC machined parts affects every downstream variable — machinability, achievable tolerance, surface finish quality, post-machining heat treatment options, corrosion performance, and ultimately part cost. The major families of metals used in CNC machining each have distinct profiles.
Aluminum is the most widely machined metal in precision CNC production, and for good reason. Its machinability rating is significantly higher than steel or titanium — aluminum alloys can be cut at two to five times the speed of stainless steel, dramatically reducing machining time and cost. Aluminum 6061-T6 is the standard general-purpose grade: excellent machinability, good corrosion resistance, moderate strength (tensile strength ~310 MPa), and broad surface finishing compatibility including anodizing, bead blasting, and powder coating. Aluminum 7075-T6 provides higher strength (~572 MPa tensile) for structural aerospace and defense components at a modest cost premium. For optical mounts, electronics housings, heat sinks, pneumatic components, and structural brackets, aluminum CNC machined parts deliver the best combination of performance per dollar of any metal.
Stainless steel CNC machined parts are specified wherever corrosion resistance, elevated-temperature strength, or food/pharmaceutical contact compliance are required. 303 stainless is the free-machining grade — sulfur additions improve chip breaking and reduce tool wear at the cost of slightly reduced corrosion resistance; it's appropriate for shafts, fasteners, and non-critical structural components. 316L stainless offers superior corrosion resistance (especially to chlorides and acids) and is the standard material for medical device components, food processing equipment, marine fittings, and chemical process hardware. 17-4 PH stainless can be precipitation hardened to ~1,170 MPa tensile strength while retaining good corrosion resistance, making it a workhorse material in aerospace, defense, and oil-and-gas applications. Stainless steel machines at roughly half the speed of aluminum — expect longer cycle times and higher tooling costs relative to aluminum parts of equivalent complexity.
Titanium offers the best strength-to-weight ratio of any commonly machined metal — Ti-6Al-4V (Grade 5) reaches ~950 MPa tensile at a density of only 4.43 g/cm³, roughly 60 percent of steel's density at similar or greater strength. Its biocompatibility makes it the standard material for orthopedic implants, dental components, and surgical instruments. Aerospace structural components, racing engine parts, and high-performance sports equipment also drive high volumes of titanium CNC machined parts. The tradeoffs are significant: titanium has low thermal conductivity, causing heat to concentrate at the cutting edge rather than dissipating into chips, which accelerates tool wear. It also work-hardens during machining if cutting parameters are incorrect. Titanium parts require carbide tooling, high coolant pressure, conservative feeds and speeds, and experienced programmers — all of which translate to higher cost per part than aluminum or mild steel.
Carbon and alloy steels are the backbone of mechanical CNC machined components — gears, shafts, housings, tooling, and structural members where absolute strength, toughness, and cost efficiency are priorities. 1018 mild steel machines easily and is used for low-stress brackets and fixtures. 4140 chromoly steel is the standard structural grade — heat treatable to a wide range of hardness levels, with good machinability in the annealed condition, excellent toughness after heat treatment, and wide availability in bar and plate. A2 and D2 tool steels are machined in the annealed state and hardened after machining for cutting tools, dies, and wear components. Steel raw material cost is the lowest of any engineering metal, which offsets its slower machining speed compared to aluminum for high-volume applications.
C360 free-machining brass has the highest machinability rating of any metal — often rated at 100% (the benchmark against which all other metals are compared) — and produces the shortest, most controllable chips of any material. Brass CNC machined parts are standard in plumbing fittings, electrical connectors, instrumentation components, and decorative hardware. Beryllium copper (C172) machines reasonably well and can be age-hardened to spring-quality hardness while retaining good electrical conductivity — used for electrical contacts, springs, and precision non-sparking tools. The cost premium of brass and copper over steel limits their use to applications where their specific properties are required.
The table below summarizes the relative machinability, typical achievable tolerance, and relative per-part cost for the most commonly CNC machined metals, helping engineers make rapid material selection decisions.
| Metal / Grade | Machinability Rating | Typical Tolerance (Standard) | Relative Part Cost | Common Applications |
|---|---|---|---|---|
| Aluminum 6061-T6 | Excellent | ±0.025 mm | Low | Housings, brackets, heat sinks, aerospace structures |
| Aluminum 7075-T6 | Very Good | ±0.025 mm | Low–Medium | Aerospace structural, high-load brackets |
| Stainless Steel 303 | Good | ±0.025 mm | Medium | Shafts, fasteners, instrument components |
| Stainless Steel 316L | Moderate | ±0.025 mm | Medium–High | Medical devices, marine, food processing |
| Steel 4140 (annealed) | Good | ±0.025 mm | Low–Medium | Gears, shafts, structural components |
| Titanium Ti-6Al-4V | Difficult | ±0.025 mm | High | Aerospace, medical implants, high-performance sports |
| Brass C360 | Excellent | ±0.025 mm | Medium | Fittings, connectors, instrumentation |
| Inconel 718 | Very Difficult | ±0.05 mm | Very High | Jet engine parts, high-temp industrial components |
Tolerance specification is one of the most consequential decisions an engineer makes when designing CNC machined metal parts — and one of the most common sources of unnecessary cost. A tolerance defines the permissible variation from a nominal dimension: a bore specified as 20.00 mm ±0.025 mm means the final dimension may measure anywhere between 19.975 mm and 20.025 mm and still be acceptable. Every dimension on a CNC machined part carries a tolerance, either explicitly called out or implicitly applied through a general tolerance standard referenced in the drawing title block.
The most widely referenced general tolerance standard for CNC machined metal parts is ISO 2768. The medium class (ISO 2768-m) defines general linear tolerances of ±0.1 mm for dimensions between 30–120 mm, and ±0.15 mm for dimensions between 120–400 mm. The fine class (ISO 2768-f) tightens these to ±0.05 mm and ±0.1 mm respectively. These are the correct defaults for most mechanical CNC parts where features do not need to mate with precision clearances. Tighter tolerances should only be called out on specific dimensions where function actually requires them — fits, mating surfaces, bearing seats, sealing surfaces, and positioning features.
The cost impact of tolerance tightening is non-linear and significant. Standard tolerance dimensions are machined in a normal production pass without special attention. Tightening from ±0.1 mm to ±0.025 mm may double or triple the machining time for that feature — requiring finish passes, specialized tooling, and in-process measurement. Tightening to ±0.005 mm typically requires grinding or honing operations after machining, potentially increasing the cost of that feature by five to ten times. The engineering discipline of applying the loosest tolerance that meets the functional requirement — not the tightest achievable — is one of the highest-return cost reduction practices in CNC part design.
GD&T (per ASME Y14.5 or ISO 1101) extends beyond linear tolerances to define allowable variation in form, orientation, location, and runout of features relative to datums. For CNC machined precision metal components, GD&T callouts for flatness, perpendicularity, true position, and cylindricity communicate functional requirements more precisely than coordinate tolerances alone, and often allow wider coordinate tolerances while still guaranteeing assembly fit. Machinists and CMM programmers work directly with GD&T callouts during production and inspection — ensure that drawings are unambiguous and reference the correct ASME or ISO standard version to avoid interpretation disputes during supplier qualification.

As-machined CNC metal parts carry visible tool marks — typically parallel cusps from the tool path — and a surface roughness determined by the tool geometry, feed rate, and cutting parameters used. As-machined Ra values typically fall between 0.8 µm and 3.2 µm for milled surfaces, which is adequate for most structural and mechanical applications. When appearance, corrosion resistance, wear resistance, or specific surface energy is required, post-machining surface treatments are applied.
Anodizing is an electrochemical process that converts the surface layer of aluminum into aluminum oxide, creating a hard, corrosion-resistant, electrically insulating layer integral to the base metal. Type II anodizing produces layers of 5–25 µm thickness and is the standard cosmetic and corrosion-resistance finish for aluminum CNC parts — available in clear (natural) or a wide range of dye colors. Type III hard anodizing (hard coat) produces layers of 25–100 µm at Rockwell hardness of ~65 HRC, providing exceptional wear resistance for sliding and bearing surfaces. Anodizing adds minimal dimension change (typically half the layer thickness is added to the surface; the other half replaces base metal), which must be accounted for on tight-tolerance features by pre-machining slightly undersized in the anodize areas.
Electroplating deposits a metallic layer (zinc, nickel, chrome, gold, silver, or other metals) onto the machined surface by electrochemical deposition. Zinc plating provides economical corrosion protection for steel parts. Electroless nickel plating deposits a uniform thickness nickel-phosphorus alloy layer regardless of part geometry — including inside bores and recesses — making it the preferred plating for complex CNC machined parts requiring uniform corrosion and wear protection. Hard chrome plating builds Vickers hardness above 900 HV and is used for hydraulic cylinder rods, wear surfaces, and precision gauges. Plating layer thickness on tight-tolerance features must be controlled and accounted for in pre-plating dimensions.
Passivation removes free iron and iron compounds from the surface of stainless steel by immersion in nitric or citric acid solutions, allowing a uniform, passive chromium oxide layer to form. This enhances the inherent corrosion resistance of the stainless steel without adding material to the surface — passivated dimensions are effectively unchanged. Passivation is standard practice for stainless steel CNC machined parts in medical, food processing, pharmaceutical, and marine applications, and is typically required by ASTM A967 or ASTM A380 in regulated industries.
Powder coating electrostatically applies dry polymer powder to metal surfaces, which is then cured in an oven to form a durable, impact-resistant, decorative finish available in thousands of colors and textures. Powder coating adds 50–100 µm of thickness and should not be specified on tight-tolerance surfaces without masking or post-coat machining. It is commonly used on aluminum and steel CNC machined parts where appearance and corrosion resistance are required — equipment housings, panels, structural frames, and consumer product enclosures.
Bead blasting propels glass beads at the part surface under air pressure, creating a uniform, matte, satin texture by deforming surface peaks without removing significant material. The process eliminates directional tool marks from milling, creating a consistent visual appearance across all surfaces regardless of tool path direction. Bead blasted CNC machined parts are commonly used as a final finish on aluminum housings and panels, or as a preparation step before anodizing or powder coating to ensure uniform finish appearance on the final part.
Most of the cost of a CNC machined metal part is determined before the first chip is cut — it is locked in by design decisions about geometry, tolerances, material, and the number of setups required to complete the part. Design for manufacturability (DFM) analysis during the design phase routinely reduces machining cost by 15–40 percent and cut lead times significantly without compromising part functionality.
The applications of CNC machined metal components span virtually every sector of modern industry, but several industries are particularly intensive users of precision machined metal parts due to their performance requirements and regulatory environments.
Aerospace CNC machined parts — structural brackets, engine components, landing gear fittings, hydraulic manifolds, sensor housings — are produced in aluminum, titanium, and nickel superalloys to the tightest tolerances and most rigorous quality requirements of any industry. AS9100 quality system certification, first article inspection (FAI) per AS9102, and material traceability from mill cert to finished part are standard requirements. Multi-axis 5-axis CNC machining is standard for complex structural components; some titanium and Inconel aerospace parts have buy-to-fly ratios of 10:1 or higher (10 kg of raw material machined away to produce a 1 kg finished part), making material selection and machining efficiency critical cost drivers.
Orthopedic implants (joint replacements, bone plates, screws), surgical instruments, dental components, and diagnostic equipment housings are major categories of medical CNC machined metal parts. Titanium and stainless steel 316L are the dominant materials. ISO 13485 quality system certification is required for medical device contract manufacturing. Surface finish is a critical performance variable for implants — Ra values of 0.1–0.2 µm or better are specified for articulating surfaces to minimize wear debris generation, requiring finish grinding or electropolishing after CNC machining.
High-volume automotive production uses CNC machining primarily for components requiring precision that casting or forging alone cannot achieve — engine cylinder heads and blocks (finish machining of bores, faces, and threaded holes), transmission housings, caliper bodies, and precision shafts. Motorsport and performance automotive applications use CNC machined metal parts almost exclusively — titanium connecting rods, aluminum uprights and suspension components, billet aluminum intake manifolds, and precision wheel hubs are all examples. IATF 16949 quality system certification and PPAP (Production Part Approval Process) documentation are standard in automotive production supply chains.
Downhole drilling tools, wellhead components, valve bodies, manifold blocks, and pressure vessel fittings in the oil and gas industry require large-diameter CNC turning and milling in high-strength alloys including 4140 steel, Inconel, and Duplex stainless. Components are subject to extreme pressure, corrosive environments, and temperature cycling that demand both material performance and dimensional precision. NACE MR0175/ISO 15156 material qualification requirements for sour service (H₂S) environments restrict the allowable materials and heat treatment states for many downhole components.
Precision aluminum and stainless steel CNC machined parts are standard in semiconductor capital equipment — wafer handling robot arms, vacuum chamber components, precision stages, and metrology fixtures. Flatness, parallelism, and positional tolerances in the ±0.005 mm range are common for semiconductor equipment parts. Aluminum 6061-T6 and 7075-T6 are standard, with hard anodizing providing the wear-resistant surfaces required for robotic component life. Consumer electronics enclosures — laptop chassis, phone frames, speaker housings — are also produced in high volumes from CNC machined aluminum, with bead blasted and anodized finishes providing the premium appearance that the market expects.
Whether sourcing prototype CNC machined parts or qualifying a supplier for production volumes, the same set of capability and quality attributes determines whether a machining supplier can reliably produce parts to your requirements.
 +86-13861233850
+86-13861233850