2026-04-29
2026-04-29 Content
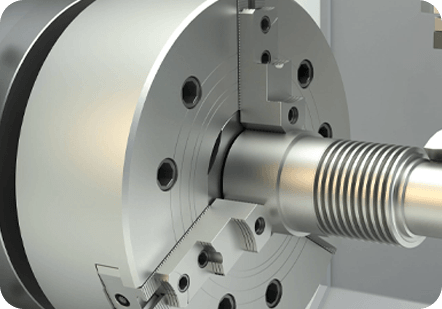
A motor shaft is the mechanical backbone of any rotating drive system — it transmits torque from the motor to the load, whether that's a pump impeller, a conveyor belt pulley, a fan blade, or a cutting tool. The material choice for that shaft is not cosmetic; it directly determines how long the shaft lasts, how it behaves under load, and how well it survives its operating environment.
Stainless steel motor shafts have become a preferred option across a wide range of industries precisely because they solve a problem that plain carbon steel shafts cannot: corrosion resistance without sacrificing mechanical strength. In environments where moisture, chemicals, salt spray, or food-grade cleaning agents are present, a carbon steel shaft will corrode rapidly, leading to surface pitting, dimensional loss, bearing failures, and ultimately shaft fracture. Stainless steel eliminates or dramatically reduces these failure modes, extending service life and reducing maintenance downtime.
Beyond corrosion resistance, stainless steel motor shafts offer good machinability in the right grades, excellent surface finish capability, and compatibility with hygienic design standards required in food and pharmaceutical applications. This combination of properties explains why stainless steel shafts are now standard in water treatment pumps, marine motors, food processing equipment, medical devices, and chemical dosing systems.
Not every stainless steel alloy is equally suited to motor shaft applications. The grade selected must balance corrosion resistance, tensile strength, machinability, and cost. Here are the grades most commonly specified for stainless steel motor shafts:
Grade 303 is the most machinable of the austenitic stainless steels, thanks to the addition of sulfur and phosphorus which improve chip-breaking during turning and milling operations. This makes it a popular choice for precision motor shafts that require extensive machining — keyways, cross-holes, threads, and tight tolerances. However, the same alloying additions that improve machinability slightly reduce corrosion resistance compared to 304 or 316. Grade 303 is not recommended for highly chloride-rich or acidic environments.
Grade 304 (also known as 18/8 stainless) is the workhorse grade for general-purpose stainless steel motor shafts. It offers good corrosion resistance in mildly corrosive environments, decent strength (tensile strength typically 515–620 MPa in annealed form, higher when cold-drawn), and broad availability in round bar stock and precision-ground shaft forms. It is widely used in pumps, HVAC motors, and light industrial drives. Grade 304 is cost-effective and covers the majority of non-aggressive corrosion scenarios.
Grade 316 adds 2–3% molybdenum to the 304 composition, dramatically improving resistance to chloride pitting and crevice corrosion. This makes 316 stainless steel motor shafts the standard choice for marine motors, seawater pumps, offshore equipment, and chemical processing applications where chlorides or acids are present. Grade 316L is the low-carbon variant, preferred when welding is involved to prevent sensitization. Tensile strength of 316 in cold-drawn shaft bar stock typically ranges from 620 to 760 MPa, depending on the degree of cold work.
For high-performance motor shaft applications where both corrosion resistance and significantly higher mechanical strength are required, 17-4 PH stainless steel is the go-to material. After age-hardening heat treatment (condition H900 to H1150), tensile strengths of 900–1300 MPa are achievable, rivaling alloy steels — while maintaining moderate corrosion resistance. 17-4 PH is used in aerospace motor shafts, high-speed spindles, and demanding pump applications where a standard austenitic grade would not survive the fatigue loads.
Martensitic grades such as 410 and 420 can be heat-treated to achieve high hardness and wear resistance, making them suitable for motor shafts in abrasive service conditions or applications requiring good bearing surface hardness. Their corrosion resistance is lower than austenitic grades and requires a dry or mildly humid environment to avoid accelerated oxidation. They are commonly used in downhole pump motors and agitator shafts in relatively mild chemical environments.
When specifying a stainless steel shaft for a motor application, the mechanical property comparison helps narrow down the selection based on the torque, bending, and fatigue loads the shaft will experience in service.
| Grade | Tensile Strength (MPa) | Yield Strength (MPa) | Hardness (HRB/HRC) | Corrosion Resistance | Best Use Case |
| 303 | 515–620 | 205–310 | ~96 HRB | Moderate | High-precision machined shafts |
| 304 | 515–760 | 205–450 | ~92 HRB | Good | General industrial motors |
| 316 | 515–760 | 205–450 | ~95 HRB | Excellent (chloride) | Marine, chemical, food-grade |
| 17-4 PH (H900) | 1170–1310 | 1000–1170 | ~38 HRC | Good | High-load, high-speed shafts |
| 420 | 586–1900 (heat treated) | 345–1600 | Up to 50 HRC | Moderate | Wear-resistant shaft surfaces |
Motor shaft dimensions are governed by both motor frame standards and the driven equipment interface requirements. Getting the dimensions and tolerances right is critical — an undersized shaft will slip in its bearings or coupling, while an oversized shaft creates assembly problems or excessive bearing stress.
Stainless steel motor shafts are typically supplied as precision-ground round bars or as finish-machined shafts. For standard motor applications, shaft extensions are ground to h6 or k6 tolerance per ISO 286, which provides a close sliding or light interference fit with standard bearings and couplings. For applications requiring tighter bearing fits, f7 or g6 tolerances may be specified. It is important to note that stainless steel has a lower thermal conductivity than carbon steel, which affects thermal expansion during operation and should be factored into interference fit calculations.
The surface finish of a stainless steel motor shaft directly affects bearing performance, seal life, and fatigue strength. Bearing seating areas typically require Ra 0.4–0.8 µm (16–32 µin) finish, while shaft seal contact areas need Ra 0.2–0.4 µm to prevent premature lip seal wear. Keyway and spline regions have their own surface finish requirements per applicable standards (e.g., DIN 6885 for parallel keys). For food-grade and sanitary applications, external shaft surfaces exposed to the product zone must meet Ra ≤ 0.8 µm per 3-A Sanitary Standards.
IEC 60072 and NEMA MG1 are the two dominant motor frame and shaft dimension standards globally. IEC motors commonly use metric shaft diameters (e.g., 19, 24, 28, 38, 48 mm) with corresponding DIN keyway dimensions, while NEMA motors use inch designations (e.g., 7/8", 1-1/8", 1-3/8") with ANSI/ASME B17.1 key dimensions. When specifying a stainless steel replacement or custom motor shaft, always confirm whether the design follows IEC or NEMA conventions to ensure coupling and gearbox compatibility.

Stainless steel motor shafts are not used everywhere — they cost more than carbon steel alternatives and are typically specified only where the environment or hygiene requirements justify the premium. Here are the key industries and applications where they are genuinely essential:
Selecting a stainless steel motor shaft involves more than just picking a grade. A systematic approach that evaluates the operating environment, mechanical loads, interface requirements, and regulatory constraints will lead to a better and more durable outcome.
Define the specific corrosive agents the shaft will encounter — freshwater, seawater, food-grade acids (citric, acetic), caustic cleaning agents, chlorinated water, or industrial chemicals. For mildly corrosive or humid indoor environments, Grade 304 is usually sufficient. For chloride-rich or acidic environments, specify Grade 316. For extremely aggressive conditions (concentrated acids, high-chloride solutions above 60°C), consider duplex stainless steel or a higher-alloy grade such as 904L.
The minimum shaft diameter for a given torque is calculated using the torsional shear stress formula: d = (16T / πτ_allow)^(1/3), where T is the transmitted torque in N·mm and τ_allow is the allowable shear stress for the selected stainless grade. Apply a service factor (typically 1.5–2.5 depending on shock load conditions) to account for peak loads, startup torques, and fatigue. For shafts subject to combined bending and torsion — common in overhung load configurations — use the von Mises equivalent stress approach to size the shaft correctly.
Stainless steel shafts have a lower modulus of elasticity (~193 GPa for 316) compared to carbon steel (~200 GPa), which means slightly higher deflection under the same bending load. For long spans or cantilever configurations, this difference can be significant and should be checked in the shaft deflection calculation. Also verify that the shaft hardness is compatible with the bearing inner ring — if the shaft is softer than the bearing race, fretting wear at the fit surface can occur, especially under vibration. Surface hardening treatments such as nitriding or hard chrome plating (where permitted) can improve wear resistance at bearing seats.
Stainless steel motor shafts can be produced from cold-drawn bar, hot-rolled bar, or forgings. Cold-drawn and centerless-ground bar stock offers the best dimensional consistency and surface finish for direct use or minimal further machining. Forged blanks are preferred for large shafts or high-impact applications where grain flow alignment enhances fatigue strength. When ordering custom stainless steel motor shafts, always specify the bar form (cold-drawn vs. hot-rolled), the required mill certifications (EN 10204 3.1 or 3.2), and the dimensional tolerance standard.
While stainless steel is inherently corrosion-resistant, specific surface treatments can further enhance performance in demanding applications or improve wear resistance at critical interfaces.
Even correctly specified stainless steel motor shafts can fail prematurely if installation or maintenance practices are poor. Understanding the most common failure modes helps engineers and maintenance teams intervene before a catastrophic breakdown occurs.
Austenitic stainless steels (304, 316) are susceptible to stress corrosion cracking when simultaneously exposed to tensile stress and a specific corrosive environment — most notably hot chloride solutions above 60°C. SCC typically initiates at the surface and propagates rapidly through the shaft cross-section, causing sudden brittle fracture at stress levels far below the material's yield point. Prevention includes selecting duplex or ferritic grades for high-chloride, high-temperature applications, minimizing residual stresses through stress relief treatments, and avoiding crevice geometries where chloride concentration can build up.
Fretting occurs when micro-motion between the shaft and bearing inner ring under vibration generates fine oxide particles, which act as abrasives and cause accelerating wear at the interface. The relatively low hardness of austenitic stainless compared to hardened steel shafts makes fretting a particular concern. Prevention strategies include using proper interference fits (verified by calculation), applying anti-fretting compounds (e.g., Loctite 638 retaining compound), or specifying hardened zones at bearing seats via plasma nitriding.
Rotating motor shafts are subject to fully reversed bending stresses that can initiate fatigue cracks at stress concentrations — keyway corners, cross-holes, shoulder fillets, and thread roots. Stainless steels do not exhibit a distinct endurance limit like carbon steels, meaning that given enough cycles, even low stresses can cause fatigue failure. Generous fillet radii (r/d ≥ 0.1 as a minimum guideline), smooth surface finishes at transitions, and avoiding sharp keyway corners are the primary design countermeasures.
When a stainless steel motor shaft is in electrical contact with a less noble metal — such as aluminum housings, carbon steel fasteners, or brass couplings — in the presence of an electrolyte, galvanic corrosion can attack the less noble material rapidly. While the stainless shaft itself is typically the cathode (protected), it can induce accelerated pitting in certain mixed-metal assemblies depending on the area ratio and electrolyte conductivity. Use compatible fastener materials, insulating gaskets, or dielectric coatings at dissimilar metal interfaces to prevent galvanic cells from forming.
Proper maintenance of stainless steel motor shafts is relatively straightforward compared to carbon steel equivalents, but a few targeted practices make a significant difference in long-term reliability.
 +86-13861233850
+86-13861233850